
The workshop
The Beginnings
"My studies of prehistory and early history from 1993 onwards brought light into the darkness of the past. The unbelievable variety of historical jewellery, implements and weapons was overwhelming. Numerous books were studied, typologies worked on and reading was done. A lot of reading. Essays. Monographs. Exhibition catalogues. Festschrifts. Scientific Journals. Dissemination maps. Theory! The beautiful things from the books could only be seen in illustrations.

Even in the museums, which were visited either out of curiosity or as part of the studies, most of the things in the showcases were only pitiful remains. Brooches without pins, belts without fittings and leather. Green patina instead of shining bronze. No touching! At that time, museum education was still in its infancy.
My interest went beyond what could be read in the books. How were things made? How was a brooch needle wound? How did it even work back then? And what did it feel like?
Theory turned into practice. The first piece I made was a mask brooch, which can still be bought in a revised form in the range today. At that time, the piece was still made of pewter, the needle of brass wire. Experiments with different forms and materials finally brought acceptable results, which also found some lovers in the sales. Actually, the project was only born out of pure curiosity without economic interests, but the demand was so great that in 1995 "Replik" was finally registered as a business.

With the switch to authentic materials such as bronze and silver, the effort of production also grew. At first, the rough castings were still made outside the company, but since the end of the 90s, all the casting work has been done by ourselves in our own foundry. This means we have short delivery times, can also take individual wishes into account and have a direct influence on the quality of our work."
Markus Neidhardt
Service for museums and collectors
We not only produce pieces for our own range, but also cast individual small series for museums, dealers, collectors, clubs and private individuals.
Mouldings, reconstructions and individual pieces can be produced by arrangement. The pieces are delivered as rough castings or finished according to your wishes. Both traditional and modern technologies are used.

From archaeological find to replica
The master model
The best way to reconstruct an original piece is to take a direct mould. Like all restoration workshops, we use a special silicone with a high degree of reproduction accuracy. After the material has set, the mould can be opened and the original removed. A wax model can be made in the cavity, which is then completed, smoothed or reworked by hand accordingly. The wax model can then be cast in the lost mould using the lost wax process.

If the original is not suitable for moulding due to poor state of preservation or special value, a non-contact 3D scan of the original can be made to produce a plastic model using 3D printing. This plastic model can then be moulded and reconstructed like the original.

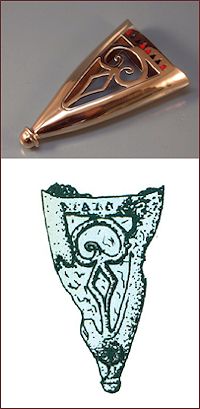
If no original is available and work has to be done from illustrations and photos, the artistic part of the work begins. Interpreting a 2-dimensional photo is always difficult and making an exact replica is hardly possible. Other materials and tools produce a different result, and one's own style and working technique also influence the work. That is why there will always be small differences to the original when you place the found object and the rework next to each other and look at it closely from all sides.
Alternatively, computer technology is becoming increasingly popular for the production of master models. With current CAD software, it is possible to reconstruct the models on the computer on the basis of drawings and photos and to have the models made directly in 3D printers without the use of tools. For the best results, the plastic model created on the computer is then reworked and adjusted by hand.
Then this model can also be moulded accordingly like an original piece.
As an example of the use of modern techniques, here is the creation of the original model for our replica of the Jelling cup:
The corpus was first reconstructed as a model in the computer with millimetre precision on the basis of photos, scientific redrawings, side sketches and descriptions of finds from the original. The raw model was then produced as a 3D print. The decoration in relief was then completed by hand.

Custom Work
Time and again we receive requests for certain special designs and unique pieces. In principle, everything is feasible! Unfortunately, however, time not only determines the price, but also whether the project can be completed at all alongside current orders. If it is possible to provide us with a master model in the form of an original, a scan or a modelled object made of clay, Fimo, wood, soapstone or wax (preferably filing wax from the goldsmith's shop), then minor reworking, moulding and casting are normally no problem. It does not have to be historical jewellery or a replica, of course we also produce individual jewellery, castings for model making and much more !
If there are only photos of the desired piece, the order depends on whether there is a time window open for the work. During the season and before Christmas this is generally rather problematic. Also, in many cases the resulting costs will certainly exceed the scope of a hobby project, which is why doing the work yourself is still the most favourable option. In individual cases, however, we will be happy to make you an offer.
From the wax model to the rough casting
The lost wax casting process
The lost wax casting process is also called "casting in the lost mould", because both the wax model and the mould can only be used once and are destroyed in the course of the manufacturing process !
The wax model is first reworked by hand. Protruding edges, parting lines and air inclusions in the wax are removed, leaking openings are cut out again. Larger models such as figures of gods or phalerae are remodelled, rings are adjusted to the necessary sizes. Some belt buckles are fitted with rivet pins or mushroom buttons, our individual rune rings are engraved with their inscriptions. A lot of care is taken in these steps, because only from a good wax model can a good casting be made.

The wax model is provided with a wax rod, which will later be the casting channel through which the liquid metal runs. Usually, several pieces are placed on a central bar in order to be able to work rationally. It is important to ensure that the material thicknesses of the pieces are also similar, as pieces with different thicknesses require different temperatures of the melt. While today we use modern waxes with certain properties for certain purposes, beeswax was the material in ancient times. It is likely that additives were also added to beeswax to make it harder and easier to work with.

The wax model is surrounded by a cylinder, the so-called flask. This is poured with the liquid moulding compound, which flows into all the gaps. In this way, even extremely complex moulds with undercuts are possible, which cannot be realised with simple, two-part moulds. The investment dries like plaster and hardens so that all wax models are completely cast in. In ancient times, the models were covered with a mantle of clay, but the principle is still the same today.

The mould in the flask is then waxed out and fired. At temperatures of around 100 degrees Celsius, the wax is first liquefied. Most of it runs out of the mould, the rest is burnt out without residue during the subsequent firing of the moulds in the kiln at up to 750 degrees Celsius. What remains is the hollow mould, which is cooled down to the casting temperature depending on the shape and size of the castings. The residual heat of the mould prevents the molten metal from solidifying too quickly in thin castings.

The pouring of the liquid metal is the most spectacular part of the production. Depending on the material, the red-hot melt has a temperature between 1000 and 1100 degrees Celsius. You can find out more about the materials we use on the relevant page.
We use a small casting machine that uses a vacuum pump to help the air escape. While in ancient times only additional air channels were used to facilitate the filling of the metal, we can now minimise the risk of faulty castings and increase the quality of the castings. After all, the finished pieces should remain affordable.

This is how each of our jewellery pieces is born, regardless of the metal. The still warm casting mould is cooled down in water and the casting is released from the flask with a tool. The investment material adheres strongly to the raw castings and must be removed by hand. After rough cleaning, the pieces are pre-cleaned in a cleaning drum.

The raw casting is then reworked by hand. The oxidised surface, the casting skin, is ground off. It is matt and can hardly be polished properly, which is why this time-consuming process is indispensable for a proper result.
Decorations and additional hallmarks, enamel work, decorations and ornaments are also worked in by hand. In the case of brooches, the sometimes very elaborate needle constructions are assembled, after which the pieces must be stained and cleaned again.

Multi-part pieces are assembled, riveted or soldered. Many pieces are given a dark patina with an oxide stain, which emphasises the contours and indentations and thus gives the replicas an antique appearance and a high degree of plasticity. The final polishing is also pure handwork , which is done with textile discs and different polishing waxes. Belt buckles are mounted after the pre-polishing and then receive a fine polish.
It takes about 5 working days from the wax model to the finished piece.

Many parameters can influence the casting result. Defective wax patterns, insufficiently fixed wax parts, errors in mixing and filling the investment material, incorrect firing curves (which lead to cracks in the mould), firing and melting temperatures that are too high or too low, an unusable metal alloy, errors in handling and pouring the melt, breaking crucibles, defective vacuum, too early cooling of the flasks in the water bath - these are all triggers of failed castings that we have already experienced.
Despite all our experience, things can still go wrong even during finishing and final assembly. It is annoying, but in some cases it cannot be prevented that many hours of work were in vain.

Our work - your advantage!
Due to our own production, it is of course also possible to take individual wishes into account without any problems. Casting in brass instead of bronze or dispensing with patination is just as possible as special needle constructions, pendants with special eyelets and suspensions or other reworking.
Should a repair be necessary, this can also be done quickly. Sizing of rings is also possible after a long time, if a cherished piece no longer fits.
